


















The data loggers can be used for various application within the life scrunch and food and beverage industries.
When used with our Rigid Temperature Sensor, the following application(s) are covered:

Temperature Range of
-50 to +150 °C
Live Data Option Available
Interchangeable Sensor Design
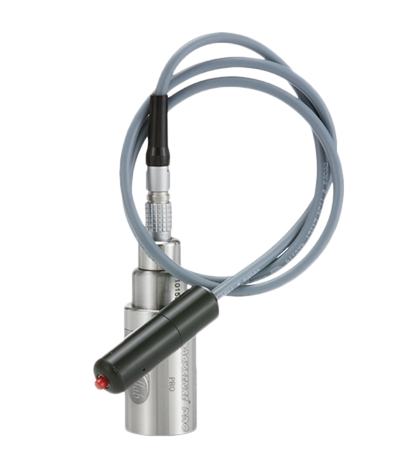
TrackSense Pro Wireless Data Logger
Rigid Temperature Sensor
The Rigid Temperature Sensor has a temperature range of -50 to +150 °C with an unmatched accuracy of ± 0.05 °C (in range -25 to +150 °C). It is designed to cover various applications within the pharmaceutical and food industries.
The TrackSense Pro data logger series are equipped with an Interchangeable sensor option, unlocking several measuring parameters:
✓ Temperature
✓ Pressure
✓ Conductivity
✓ Relative humidity
✓ Vacuum
✓ Steam Penetration
The data loggers can easily be activated and read by the Multi reader station and combined with the Sky module for real time data via wireless communication.
Sensor Options
Key Features and Benefits
One logger - multiple sensor options
21 CFR Part 11 Compliant
Real time data with the SKY module
User-friendly validation software
Usable with E-Val Pro thermocouple system
Sensor with this logger configuration:
Rigid Temperature Sensor
Temperature Measuring Range:
-50 to +150 °C
Measuring Principle:
Electrical Resistance
Sensor Element:
Pt1000
Diameter:
2 mm
Length:
From 10 mm
Position of Measuring Point from Tip:
3 mm
Accuracy:
-50 to -40 °C:
± 0.2 °C
-40 to -25 °C:
± 0.1 °C
-25 to +150 °C:
± 0.05 °C
Sensor Response Time:
T-63%:
0.8 Second
T-90%:
1.7 Second
Logger with this sensor configuration:
Pro 3G
Operating Temperature:
-50 to +150 °C
Operating Pressure:
0.001 mBar to 10 Bar ABS
House Material:
316 L Stainless Steel
Diameter:
25 mm
Length:
44 mm
Weight With Battery:
48 Grams
Memory Capacity:
120,000 Data Points / 120,000 Samples
Minimum Sample Rate:
1 Second
Maximum Sample Rate:
24 Hours
Maximum Start Delay:
14 Days
Intrinsically Safe:
Ex II1GD Ex ia IIC T3 Ga, -50 °C ≤ Tamb ≤ +105 °C
Time Accuracy:
± 5 Seconds Per 24 Hours
Battery:
Please Note: If equipment is used in ATEX environment, special conditions for safe use stated in ATEX certificates section 17 must be considered.
The ValSuite® Software
ValSuite is our reputable validation and calibration software. This intuitive software combines all our equipment systems into a single platform. Thereby opening the door to a vast amount of new possibilities by allowing you to combine data loggers with the traditional thermocouple systems.
We offer multiple versions of ValSuite to meet your exact needs. Most notably ValSuite Pro, our FDA 21 CFR Part 11 compliant software that ensures full data integrity.
ValSuite offers features like customized reports with clear pass/fail criteria, test templates, data analysis, monitoring, live data and much more. ValSuite is developed according to GAMP principles and is available in multiple languages for Windows 7, 8 and 10 (32/64-Bit). ValSuite is availabe in four generic versions: ValSuite Basic, ValSuite Medical, ValSuite Plus and ValSuite Pro.
Highlighted Features

Suitable Applications
Life Science

Cold Storage
Cold Storage is used to avoid further biological activity such as decay in food and medical products. The critical parameter during storage is temperature, but often humidity is also monitored for dry conditions.
Life Science

Environmental Test Chamber
Environmental test chambers are suitable for numerous applications: product shelf life, stability and package testing, light exposure and temperature evaluation studies, electronic component burn-in, plant growth, and many more.
They feature precise control of parameters such as temperature and relative humidity.
Life Science

EtO Sterilization
Ethylene Oxide Sterilization is a low-temperature process used in the pharmaceutical and medical industries to reduce the levels of infectious agents. This process is preferred for products that cannot withstand the heat of typical autoclave sterilization. Critical parameters include temperature, humidity and pressure levels.
Life Science

H2O2 Sterilization
Hydrogen Peroxide Sterilization is a low-pressure, low-temperature, nontoxic process used in the pharmaceutical and medical industries to reduce the levels of infectious agents. This process is preferred for products that either cannot withstand the heat of typical autoclave sterilization or that have diffusion-restricted spaces such as low lumen medical devices.
Critical parameters include pressure/vacuum, delivered RF energy, H2O2 concentration and temperature. Humidity may also be measured.
Life Science

Incubation
In microbiology an incubator is a device for controlling temperature, humidity, and other conditions under which a microbiological culture is being grown.
More advanced incubators may have the ability to lower the temperature (via refrigeration), and/or the ability to control humidity or CO2 levels. This feature is specifically designed for cell growth.
Life Science

Stability Chamber
Stability Chambers in the pharmaceutical and medical industries rely heavily on validating critical temperature and humidity parameters in order to accurately measure the effect of these variables on individual drug products. This can help establish vital product degradation information.
Life Science

Steam Sterilization
Autoclaves in the pharmaceutical and medical industries must comply with established standards and norms (EN 285 and ISO 17665) to ensure that their process continues to provide safe and sterile results.
In order to do so, autoclaves require periodic qualification and validation to prove that they can sterilize within their qualified parameters.
Life Science

Warehouse
Warehouse environments in the pharmaceutical, medical, and food industries may be subject to regulatory compliance, requiring validation and monitoring.
Temperature and humidity are the most common critical parameters, which cannot exceed certain limit values and need to be accurately documented.
Food and Beverages

Cold Storage
Cold Storage is used to avoid further biological activity such as decay in food and medical products. The critical parameter during storage is temperature, but often humidity is also monitored for dry conditions.
Food and Beverages

Pasteurization Tunnels
Tunnel Pasteurizers are used in the food industry for heat treatment of products such as beer, soft drinks and acid preserves (fruits, acidified vegetables or pickles) etc. that are kept in closed bottles or cans. Precise water temperatures must be reached to gradually heat the product in the bottle or can to pasteurization temperature, as well as to cool it down afterwards. Tunnel Pasteurizers are used in the food industry for heat treatment of products such as beer, soft drinks and acid preserves (fruits, acidified vegetables or pickles) etc. that are kept in closed bottles or cans. Precise water temperatures must be reached to gradually heat the product in the bottle or can to pasteurization temperature, as well as to cool it down afterwards.
Food and Beverages

Retort Sterilization
Retort Sterilization in the food industry refers to any closed vessel or other equipment used for the thermal processing of foods. Typically, the sterilization temperatures vary from 110 to 135°C.
Both static and rotary steam/air retorts, and water immersion/cascade/spray retorts require temperature validation.
Food and Beverages

UHT and HTST Pasteurization
UHT and HTST Pasteurization are highly regulated thermal processes that revolve around sterilizing liquid products (typically food) prior to packaging. The goal of the thermal process is to sterilize foods and beverages such as milk, juice, dressing and yogurt, while ensuring that they keep their sensory appeal and become shelf-stable products.
Food and Beverages

Warehouse
UHT and HTST Pasteurization are highly regulated thermal processes that revolve around sterilizing liquid products (typically food) prior to packaging. The goal of the thermal process is to sterilize foods and beverages such as milk, juice, dressing and yogurt, while ensuring that they keep their sensory appeal and become shelf-stable products.
Ellab Applications
Ellab provides a wide range of diverse products and solutions for the pharmaceutical, medical and food industries all around the world.
See all applicationsSuitable Accesories
Ellab offers a wide range of customizable fittings and essential accessories for processes and studies within different industries. By using one of our unique fittings, loggers can be applied to hard-to-reach areas, cold spots and other critical measuring points.

Multi Reader Station
The TrackSense Pro Multi Reader Station is what starts, stops and reads Ellab’s data loggers. The light module can hold up to 4 data loggers at a time, or be extended through expansion modules to read 16 data loggers simultaneously.
The reader stations can be connected directly to the PC via USB or connect to larger-scale IT systems through the LAN connection, easily providing quick information and analysis wherever necessary.

Single Reader Station
The TrackSense Pro Single Reader Station allows for a simple and quick way of starting, stopping and reading data loggers.
The reader station can easily be connected directly to a PC, providing fast transfer of data to generate advanced analysis and reports

SKY Real-time Data Module
The SKY module is a easy plug-and-play real-time data module that allows TrackSense Pro and TrackSense Lab data loggers to transmit live data through wireless transmission.
Whether it is within sealed rooms or hostile environments, the SKY module will effortlessly continue transmitting valuable data.

TrackSense Pro Standard Battery
Ellab offers various high-end batteries for our wide range of wireless data loggers.
The Standard Battery is used for most of the TrackSense data logger sizes and can be stored for up to 10 years and activated whenever needed using the activator unit.
Ellab Accesories
Ellab offers a wide range of customizable fittings and essential accessories for processes and studies within different industries.
See all AccesoriesDownloads and Related Articles

Our new corporate video shows why we are a world leading provider of validation, qualification and calibration solutions



