Empfohlene Lösungen für die Sterilisation



Equipment kaufen
Führen Sie Ihre Messaufgaben flexibel mit einem eigenen Validierungssystem durch – jederzeit und egal wo.
Equipment mieten
Mieten Sie Ellab-Messequipment und überzeugen Sie sich von zahlreichen Features, die Ihre Arbeit erleichtern.
On-Site Service & Consulting
Gerne unterstützen wir Sie vor Ort bei der Qualifizierung Ihrer Anlagen und der Prozessvalidierung sowie -optimierung.
International anerkannte Richtlinien
Vor der Durchführung von Messungen, empfehlen wir nur Equipment zu verwenden, welches die folgenden Kriterien erfüllt:
- 21 CFR 113 Thermisch verarbeitete säurearme Lebensmittel
- 21 CFR 114 Gesäuerte Lebensmittel
- 21 CFR Part 11 Elektronische Unterschriften
- CE & UL Zulassung
- ISO/IEC 12207 Software Life Cycle Prozesse
- IFTPS Guidelines

Positionierung von Messfühlern und Sensoren – IFTPS-Richtlinien
- Ein Messfühler wird mit dem MIG/ETI Temperaturmessfühler verbunden.
- Ein Messfühler an oder in unmittelbarer Nähe des Kontroll-Messfühlers.
- Mindestens 2 Messfühler werden in befüllten Behältnissen positioniert, um die Anfangstemperatur zu erhalten.
- Mindestens 3 Messfühler werden jeweils in verschiedene Bereiche eines Käfigs oder eines Korbes im Dampf- oder Vollwasserautoklaven positioniert.
- Mindestens 5 Messfühler befinden sich in verschiedenen Bereichen eines Käfigs oder eines Korbes im Wasser-Sprüh oder Berieselungsautoklaven.
- Ein Drucksensor wird empfohlen.
- Abhängig vom Durchführungssystem kann es erforderlich sein, zusätzliche Temperatur Messfühler im Behältnis einzusetzen, um den „kältesten Punkt“ im Autoklav angemessen zu überwachen.
- Der Temperaturverteilungstest sollte wiederholt werden, um die Reproduzierbarkeit der Daten sicherzustellen.
- Sollten Abweichungen zwischen den ersten beiden Durchläufen auftreten, muss ein dritter Durchlauf erfolgen.
Auswahl des Systems
Der Vorteil eines E-Val Pro Thermoelementsystems liegt darin, dass es immer ein Echtzeitsystem ist. Es kann jedoch zeitaufwendig sein die Thermoelemente zu montieren und zu vermeiden, dass diese während des Be- und Endladens beschädigt werden.
Alternativ kann ein kabelloses Datenerfassungssystem verwendet werden, bei dem die Logger die Prozessdaten aufzeichnen, die nach dem Prozess auf den Computer heruntergeladen werden. Es kann im Autoklav einfacher und schneller positioniert werden. Hierfür ist das Tracksense Pro Datenloggersystem ideal geeignet. Für Echtzeitmessungen kann das TrackSense Pro SKY-Datenlogger-System verwendet werden. Ein weiterer Vorteil des TrackSense Pro Systems ist die Möglichkeit der Verwendung von Doppelsensoren, womit Wärmeverteilung und –durchdringungs-Tests gleichzeitig durchgeführt werden können.
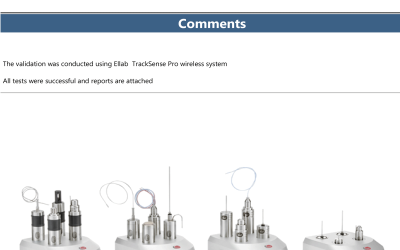
Dokumentation – Standard ValSuite Reports
- Kommentare: Spezifikationen und Testausstattung
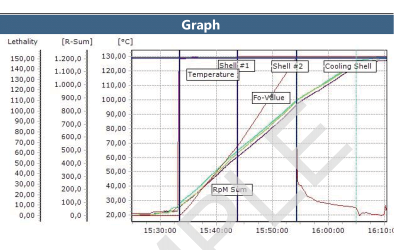
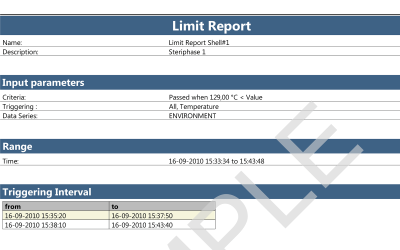
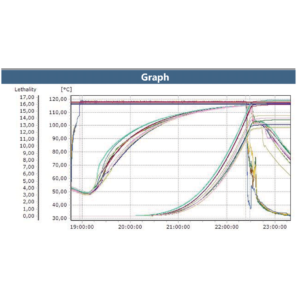
- Limitreport: Temperatur, Druck, F0-Wert
- Zeitmarkierungen: CUT, Ausgleichszeit, Haltezeit, Kühlzeit
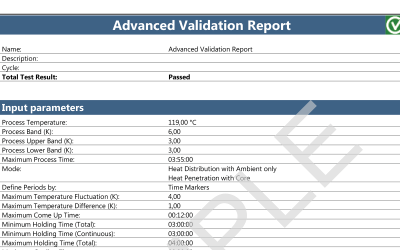
- Erweiterter Validierungsreport: Temperatur-, Druck-, F0-Wert Bewertung der gesamten Prozesskriterien mit dem Befund Bestanden/Nicht Bestanden
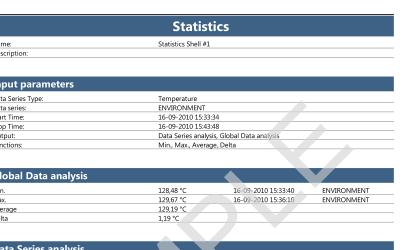
- Statistische Reports: Min, Max, Durchschnitt, Delta aller Parameter
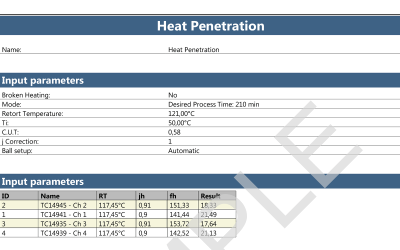
- Wärmedurchdringung: Ball Calculations
- Word Dokumente
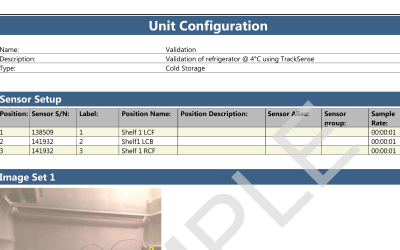
- Gerätekonfiguration: Grafiken oder Fotos zur Darstellung der Messfühlerposition

ValSuite® Software Reports
Autoklaven Sterilisation